





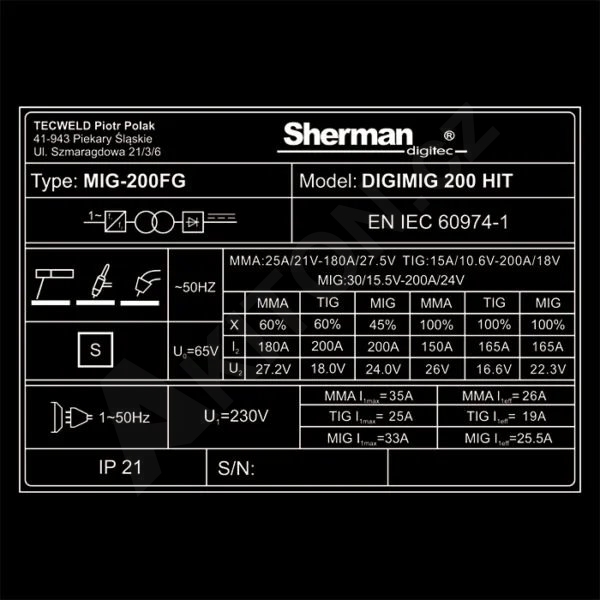


Synergický svařovací invertor Sherman DIGIMIG 200 HIT
230V, 200A/45%, 2 kladky, LED displeje
Zobrazit více
100 %
(2 hodnocení)
6 190 Kč
ks
vložit do košíku
Skladem
| katalogové číslo: | 7812719 |
| záruka: | 24 měsíců |
| výrobce: | Sherman |
| cena bez DPH: | 5 115,70 Kč |
Nejnovější recenze
Všechny recenze
Ověřený zákazník
30.03.2025
Za tu cenu nemá chybu. Umí všecko co potřebuju.
+
umí i TIG a elektrodu
+
Velká cívka
+
vyměnitelný hořák
-
zatím nic
Ověřený zákazník
12.03.2025
Svařuje to skoro samo. Vzal jsem na vyvařování auta s tím, že to má tu funkci Spot, na bodové svařování.
+
Cena
+
Fakt jednoduché ovládání
-
Nemá paměti
-
Podavač 2 kladky, ale to je asi ok
-
Zvedání skla v předu jde trochu ztuha, ale to se asi vychodí
popis
Parametry
soubory a odkazy
diskuze
Recenze2
Synergická svářečka DIGIMIG 200 HIT se používá k ručnímu svařování železných a neželezných kovů. Je schopna svařovat metodami MMA (svařování obalenou elektrodou), TIG Lift a MIG/MAG.
Díky možnosti změny polarity umožňuje svařování metodou MIG/MAG v ochranné atmosféře jak s použitím standardních drátů, tak samoochranných trubičkových (Flux-cored) drátů.
Tato svářečka se vyznačuje jednoduchým ovládáním. Má dva číselné LED displeje. Funkce nejsou skryty v menu, ale jsou ovládány tlačítky na ovládacím panelu, kde mají také své kontrolky.
Svářečka si po vypnutí pamatuje poslední nastavení.
Přístroj umožňuje připojení hořáku typu Spool Gun s miniaturním podavačem drátu pro cívky D100.
Metodou MIG/MAG lze svařovat v synergickém nebo manuálním režimu. Synergické programy jsou k dispozici pro ocel, slitiny hliníku a pro svařování trubičkovým drátem. pro metodu MMA jsou dostupná funkce Arc Force, Hot start a VRD.
Stroj je vyroben technologií IGBT, která umožňuje výrazné snížení hmotnosti a rozměrů svářečky a zvýšení produktivity při současném snížení spotřeby energie.
Zařízení umožňuje svařování v 2 nebo 4 taktním režimu a časově nastavitelnou funkci bodování.
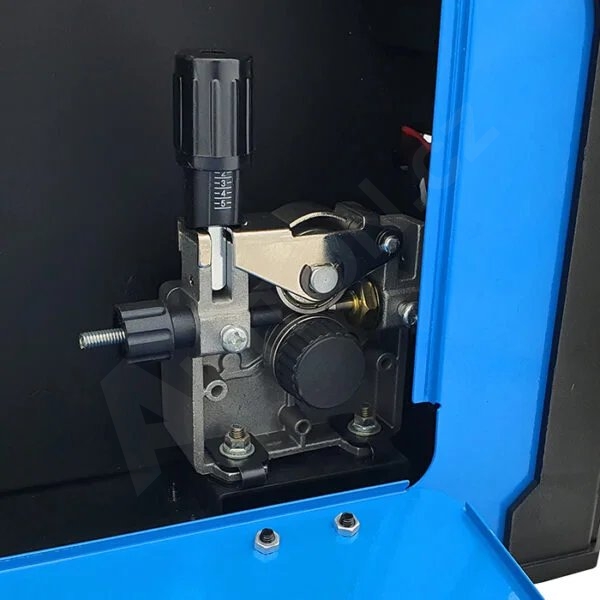
Je vybaveno dvoukladkovým podavačem drátu s plynulou regulací rychlosti posuvu. Pracuje s cívkami svářecího drátu o průměru 100mm a 200mm.
Zařízení je vybaveno regulací indukčnosti a je vhodné také pro pájení.
Funkce pájení se využívá zejména při svařování / pájení pozinkovaných dílů, kdy nedochází k narušení antikorozní vrstvy nanesené na povrchu svařovaného / pájeného dílu. Více informací o pájení najdete v sekci Články.
Balení obsahuje:
Svářecí zdroj
MIG hořák řady 15 délka 3m
MMA svařovací kabel s držákem elektrody 2m
Zemnící kabel se svorkou 2m
Manuál v českém jazyce
PARAMETRY:
Tip: Nastavte si na úrovni kategorie filtrování produktů podle parametrů (v horní části stránky).
Pro svařování metodou TIG je potřeba dokoupit volitelný TIG hořák. Vhodným typem je hořák s parametry odpovídajícími předpokládanému proudovému zatížení, bez spínače a s ventilkem pro regulaci průtoku ochranného plynu.
Toto zařízení podporuje zapalování oblouku dotykem a přizvednutím wolframové elektrody TIG Lift (také nazýváno Lift-arc).
FUNKCE:
SYNERGIE
Takto se označuje zařízení, jehož svařovací parametry jsou natolik optimalizovány, že při změně jednoho parametru dojde k automatickému přenastavení dalších závislých parametrů - např. svařovacího proudu a napětí, průtoku ochranného plynu, rychlosti pojezdu a podobně. Obvykle má svářečka vestavěny synergické programy pro vybrané materiály, průměry drátu a různé ochranné plyny. Režim synergie umožňuje méně zkušeným uživatelům jednodušeji volit parametry svařování.
REGULACE INDUKČNOSTI
Nastavení indukčnosti umožňuje optimalizovat vlastnosti oblouku v závislosti na tloušťce svařované součásti a na metodě a podmínkách svařování. Tato funkce je užitečná při svařování tenkých obrobků metodou MIG/MAG, kdy zabraňuje jejich propálení, a při pájení pozinkovaných obrobků. Změna hodnoty indukčnosti také snižuje množství rozstřiku při svařování v CO2 atmosféře . S rostoucí indukčností se množství rozstřiků snižuje, při nižší hodnotě se množství rozstřiků zvyšuje. Optimální nastavení hodnoty indukčnosti závisí na několika faktorech a může se lišit od standardních doporučení, proto je třeba ji zvolit experimentálně během svařovacích zkoušek.
Regulace indukčnosti umožňuje také pájení tenkých (až 3 mm) pozinkovaných prvků. Jako doplňkový materiál se obvykle používají pojiva na bázi mědi. Jedná se o dráty označené jako CuSi3 nebo SG -CuAl. Jako ochranný plyn se doporučuje čistý argon, ale dobrých výsledků může dosáhnout i směs argonu a CO2(82/18). Vzhledem k požadovanému tvaru svaru je třeba indukčnost zvolit experimentálně v závislosti na tloušťce a typu pájeného materiálu. Doporučuje se používat hořák ne delší než 3 m vybavený teflonovým bowdenem.
IGBT TECHNOLOGIE
Technologie založená na bipolárních tranzistorech s izolovanou bránou. Jedná se o řešení, které zajišťuje minimální elektromagnetické rušení, nízké ztráty energie v základních systémech, což umožňuje zvýšit účinnost svařovacího zdroje, zvyšuje spolehlivost a preciznost nastavení celého zařízení a v neposlední řadě výrazně snižuje hmotnost samotného stroje.
HOT START - dočasné navýšení počátečního proudu.
Funguje tak, že zapálí oblouk, a dočasně navýší svařovací proud nad hodnotu nastavenou svářečem. HOT START znemožňuje riziko přilepení obalované elektrody k materiálu a je velkou pomocí při zapálení oblouku při svařování s obalovanou elektrodou. Při svařování malých součástí se doporučuje tuto funkci deaktivovat, mohlo by to způsobit propálení svařovaného materiálu.
ANTI STICK
Funkce, kdy svářečka při zapalování oblouku pozná, že by došlo k přilepení elektrody a ihned omezí svařovací proud a tím zamezí přilepení elektrody.
TIG Lift (LIFT ARC)
Při tomto způsobu se již oblouk nezapaluje škrtnutím elektrody, ale pouhým dotykem a zdvižením. Navíc se nezapaluje plným proudem, ale sníženým a teprve po zapálení je proud automaticky zvýšen na nastavenou hodnotu. TIG Lift minimalizuje vzájemnou kontaminaci i opotřebení elektrody.
SPOOL GUN
Svařovací hořák tvaru pistole s integrovaným, miniaturním podavačem drátu pro cívky 100mm. Cívka se svářecím drátem je umístěna v rukojeti samotného hořáku. Jeho výhodou je možnost připojení současně se standardním hořákem, kdy lze svařovat různými typy drátu současně bez nutnosti odpojování hořáku a výměny drátu a průvlaků. Je ideální pro automobilové opravny, pro svařování tenkých plechů, svařování na těžko přístupných místech a ve výškách. Hořák lze použít pouze se svářečkami, které disponují Spool Gun připojovacím konektorem.
2T / 4T REŽIM
V režimu dvoutaktu (2T) se stisknutím spínače na rukojeti hořáku zapálí oblouk a u MIG/MAG zařízení se také spustí posuv drátu. Svařování se dále provádí se stisknutým spínačem. Uvolněním spínače bude svařování ukončeno.
V režimu čtyřtaktu (4T) se stisknutím spínače na rukojeti hořáku zapálí oblouk a u MIG/MAG zařízení se také spustí posuv drátu. Pak se spínač uvolní a svařuje se s uvolněným spínačem. Opětovným stisknutím spínače se svařování ukončí.
FLUX - svařování trubičkovým drátem
Moderní metoda svařování bez ochranného plynu trubičkovým (Flux-cored) drátem, plněným rutilovou nebo bazickou náplní. Ochranu inertním plynem používaným u metody MIG nahrazuje materiál uvnitř trubičkového drátu odpařovaný tavením. U metody FLUX odpadá nutnost použítí tlakové láhve při zachování všech výhod svařování MIG. Jelikož tavenina vzniká odtavováním drátu po jeho kruhovém obvodu a je rozstřikována jemnými kapičkami do lázně, je svár proti klasické metodě MIG úhlednější. Při ceně trubičkového drátu se už dnes provozní náklady dají v případě svařování oceli srovnat s náklady na svařování s inertním plynem.
PRACOVNÍ CYKLUS (Zatěžovatel)
Velmi důležitý údaj, který nám říká, jak dlouho lze se zařízením svařovat daným proudem, než dojde k aktivaci tepelné ochrany. Pro výpočet zatěžovatele se používá desetiminutový pracovní cyklus. 60% pracovní cyklus znamená, že lze nepřetržitě svařovat 60 % času (6 min) a zbývající 4 min se musí stroj chladit. 100% pracovní cyklus znamená, že zařízení může pracovat nepřetržitě bez přerušení. Je potřeba říci, že u svářeček Sherman se pracovní cyklus udává pro maximální pracovní proud svářečky, kterým se reálně svařuje velmi zřídka.
VRD
Účelem funkce VRD (Voltage Reduction Device) je zvýšení bezpečnosti obsluhy zejména při práci ve vhlkém prostředí. Funkce udržuje v klidovém stavu na elektrodě pouze bezpečné, nízké napětí (obvykle 10-15V). Teprve až při dotyku elektrody se svařovaným materiálem dojde ke zvýšení napětí na nastavenou hodnotu.
| Displej | LED |
|---|---|
| Svářecí metoda | MMA, MIG/MAG, TIG DC |
| Napájení | 230V |
| Technologie | IGBT |
| Min. proud | 20A |
| Svařovací proud | 200A |
| Max. proud MMA | 180A |
| Max. proud MIG | 200A |
| Max. proud TIG | 180A |
| Prac. cyklus MMA | 60% |
| Prac. cyklus MIG | 45% |
| Prac. cyklus TIG | 60% |
| Multifunkční | ano |
| Synergie | ano |
| Pulzní svařování | ne |
| Regulace indukčnosti | ano |
| Svařování hliníku a slitin | ano |
| Pájení | ano |
| Na trubičkový drát | ano |
| Velikost cívky | 100, 200mm |
| Počet kladek | 2 |
| Přípojka Spool Gun | ano |
| Ovládání pedálem | ne |
| Režim 2T/4T | ano |
| TIG HF zapalování | ne |
| TIG Lift (Lift-arc) | ano |
| Paměť nastavení | ano |
| Hmotnost | 10.5 |
| HOT START | ano |
| ANTI STICK | ano |
| ARC FORCE | ne |
| VRD | ne |
| Zásuvka pro ohřívač | ne |
| Kolečka | ne |
| S vodním chlazením | ne |
| Typ svářečky | CO2 |
| Ochranná atmosféra | ano |
Diskuze je prázdná.
100 %
5
2x
4
0x
3
0x
2
0x
1
0x
Za tu cenu nemá chybu. Umí všecko co potřebuju.
+
umí i TIG a elektrodu
+
Velká cívka
+
vyměnitelný hořák
-
zatím nic
Svařuje to skoro samo. Vzal jsem na vyvařování auta s tím, že to má tu funkci Spot, na bodové svařování.
+
Cena
+
Fakt jednoduché ovládání
-
Nemá paměti
-
Podavač 2 kladky, ale to je asi ok
-
Zvedání skla v předu jde trochu ztuha, ale to se asi vychodí
související produkty





, Ar/CO2 82/18, 8l 200bar, naplněná")
, Ar/CO2 82/18, 8l 200bar, naplněná")














podobné produkty








+ Vše v pořádku.
Recenze z externí služby
+ Rýchlosť doručenia
+ Cena
+ Komunikácia
Recenze z externí služby
+ výborná domluva po telefonu
Recenze z externí služby
S obchodem mám dobré zkušenosti. Hlavně co se týká rychle vyřízené objednávky
Recenze z externí služby
+ Rychlost,
Recenze z externí služby
+ rychlost, cena, kvalita
Recenze z externí služby
+ Vše. Naprosto bezproblémový obchod. Super !
Recenze z externí služby
+ Rychlé vyřízení objednávky
Recenze z externí služby
+ Rychlost dodání zboží
Recenze z externí služby
+420 792 765 023
info@akiton.cz
Vlastimil Pavlán - AKITON.cz
Třanovice 1 ,
73953 Třanovice,
Česká republika
Informace pro zákazníky
možnosti plateb

Platba při osobním odběru

Převodem

Kartou

Dobírkou

Dobírkou

Bankovním převodem

Platba kartou - individuální doprava
Možnosti dopravy

Osobní odběr

Zásilkovna - výdejní místo

Slovensko - Packeta Home
PPL - doručení do výdejního místa

Zásilkovna - kurýr
PPL Kurýr

Individuální doprava