Svařovací technologie MIG/MAG
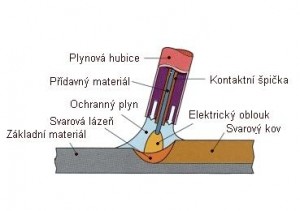
Jde o tzv. poloautomatické svařování kovů v ochranné atmosféře, a to buď v inertním (MIG) nebo aktivním (MAG) plynu.
Přídavný materiál (svařovací drát) je přiváděn motorizovaným pohonem při stisknutí spínače na hořáku, který svářeč ovládá dle potřeby - z toho důvodu označujeme toto svařování jako poloautomatické.
Svařování MIG/MAG je podstatně produktivnější než MMA - ručně obalenou elektrodou, kde se produktivita ztrácí pokaždé, když svářeč zastaví, aby vyměnil spotřebovanou elektrodu. Tato metoda se hodí pro většinu materiálů a přídavné materiály jsou k dispozici pro široký sortiment kovů.
Svařování MIG/MAG je univerzální metoda, kterou je možno ukládat svarový kov ve větším množství a ve všech svařovacích polohách. Jistou nevýhodou se může jevit právě nutnost použití tlakové lahve CO2, což obnáší plnění CO2. Během doby plnění může tedy nastat jistý prostoj, někteří svářeči to řeší vlastnictvím druhé tlakové láhve.
Svařování technologií MIG
= Metal Inert Gas
Poloautomatické svařování kovů v ochranné atmosféře inertního plynu
- má pouze ochrannou funkci, která spočívá v zamezení přístupu vzduchu k roztavenému kovu
- Inertní plyny se používají pro svařování lehkých kovů ( hliníku a jeho slitin, slitin mědi – zejména bronzů, titanu a obecně pro svařitelný lehké kovy )
- Pro MIG se nejčastěji používá argon ( použití pro svařování hliníkových materiálů, měděných slitin, titanu ) a směs argonu a helia ( použití při automatizovaném a robotizovaném svařování ).
Svařování technologií MAG
= Metal Active Gas
Poloautomatické svařování kovů v ochranné atmosféře aktivního plynu
- plyn má funkci zamezení přístupu vzduchu k roztavenému kovu
- MAG svařování je vhodné na svařování ocelí
- Aktivní plyn má kromě ochranné funkce (zamezit přístupu vzduchu k roztavenému kovu), za úkol ještě vstupovat do chemických reakcí ve svarové lázni. Aktivní plyn se tedy aktivně podílí na procesech, které probíhají v roztaveném svarovém kovu. Mezi takové plyny patří například oxid uhličitý (Co2), směsi Argon + Co2, a další...
Jaký je tedy rozdíl mezi svařovacími metodami MIG a MAG?
Rozdíl mezi metodami MIG a MAG je pouze v použitém plynu!

Výhody metody MIG/MAG
- Svařování je možné ve všech polohách
- Vysoká svařovací rychlost = vyšší produktivita
- Nižší nároky na čištění strusky
- Oblouk i svarová lázeň jsou jasně viditelné
- Menší deformace po svařování
- Eliminace zplodin (kouře) oproti metodě MMA
Nevýhody metody MIG/MAG:
- Svařovací zdroj je náročnější na obsluhu, pořizovací cena je vyšší.
- Vyšší nároky na údržbu.
- Při špatných podmínkách ventilace je riziko odfouknutí ochranného plynu.
- Relativně vysoké vyzářené teplo do prostoru.
Obloukové svařování plněnou (trubičkovou) elektrodou
Výraznou inovací principu této metody je obloukové svařování plněnou elektrodou bez ochranného plynu (metoda 114 podle ISO 4063 ). Metoda podobná metodě MIG/MAG, ale jako přídavný materiál se používá tzv. trubičkový drát, který je také nazýván plněný nebo dutinkový. Jedná se vlastně o svinutý pásek plněný tavidlem, rutilovou či bazickou náplní, kovovým práškem apod. Jelikož tavenina vzniká odtavováním drátu po jeho kruhovém obvodu a je rozstřikována jemnými kapičkami do lázně, je svar proti klasické metodě MIG/MAG úhlednější, je zaoblený a homogenní. Náplň má za úkol vytvoření vlastní ochranné atmosféry. To znamená, že při svařování vzniká rozkladem přísad z náplně ochranný plyn, který chrání svarovou lázeň. Z tohoto důvodu již není třeba dodávat do místa svaru ochranný plyn a tím odpadá nutnost manipulace s tlakovými lahvemi. Další předností trubičkového drátu s vlastní ochranou je (v porovnání s běžným plným drátem) hlubší průvar. Z tohoto důvodu doporučujeme trubičku použít například i pro svařování pozinkovaných materiálů, kdy trubička vrstvu zinku lépe "prorazí" a materiál svaří.
- Trubičkové dráty s vlastní ochranou jsou určeny pouze pro svařování uhlíkových ocelí - pro nerez či hliník dráty s vlastní ochranou neexistují.
- Podmínkou pro použití drátu s vlastní ochranou je tzv. přepólování zdroje. Vždy se proto ujistěte, že Váš zdroj přepólování umožňuje.
- Trubičkový drát s vlastní ochranou vytváří na povrchu svaru strusku - podobně jako běžné obalené elektrody. Struska slouží jako ochrana při chladnutí svarového kovu a je snadno odstranitelná.
- Trubičkové dráty lze používat na standardním zařízení, ale za daného proudu bude rychlost podávání drátu mnohem vyšší ve srovnání se stejným průměrem plného drátu.
Základní přednosti plněného drátu proti plným drátům jsou:
- hlubší závar
- nízká náchylnost na tvorbu pórů
- malý rozstřik
- vyšší výkon odtavení ( až 40% navýšení )
+ Vše v pořádku.
Recenze z externí služby
+ Rýchlosť doručenia
+ Cena
+ Komunikácia
Recenze z externí služby
+ výborná domluva po telefonu
Recenze z externí služby
S obchodem mám dobré zkušenosti. Hlavně co se týká rychle vyřízené objednávky
Recenze z externí služby
+420 792 765 023
info@akiton.cz
Vlastimil Pavlán - AKITON.cz
Třanovice 1 ,
73953 Třanovice,
Česká republika
Informace pro zákazníky
možnosti plateb

Platba při osobním odběru

Převodem

Kartou

Dobírkou

Dobírkou

Bankovním převodem

Platba kartou - individuální doprava
Možnosti dopravy

Osobní odběr

Zásilkovna - výdejní místo

Slovensko - Packeta Home
PPL - doručení do výdejního místa

Zásilkovna - kurýr
PPL Kurýr

Individuální doprava